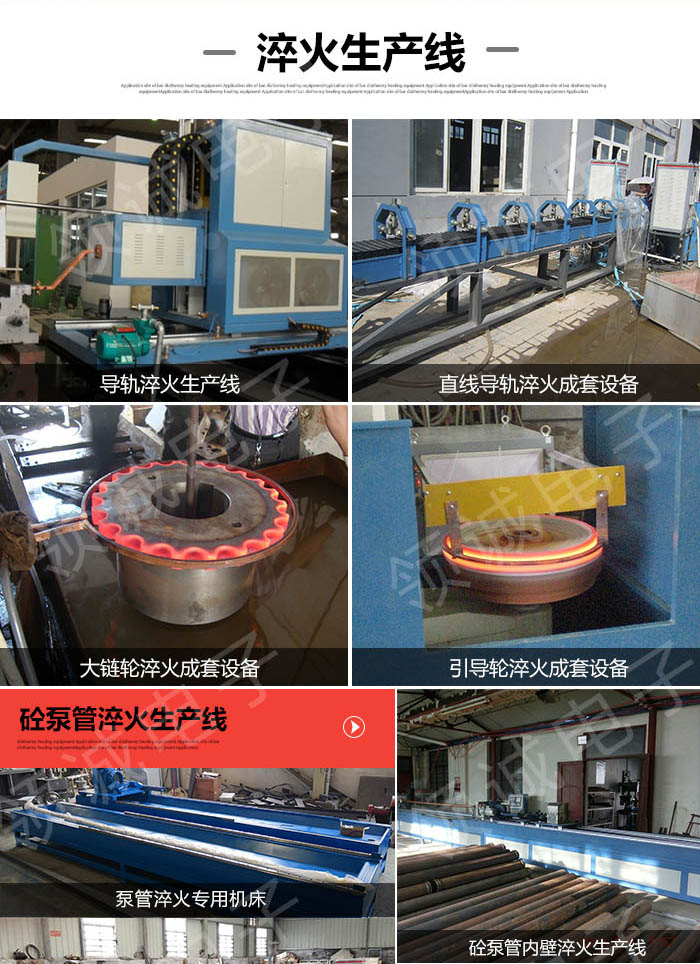
生产机床导轨超音频淬火设备
导轨超音频淬火设备具有省电、性能稳定、加热速度快、体积小、安全、环保、适应性强、加工质量高、提高工效、控制、操作方便等优点。
导轨超音频淬火设备的优点:
1、采用IGBT为主器件、全桥逆变
2、负载持续率设计,可连续工作。
3、保护功能完善,可靠性高。
4、可远控和配接红外测温,实现温度的自动控制,提高加热质量和简化工人操作。
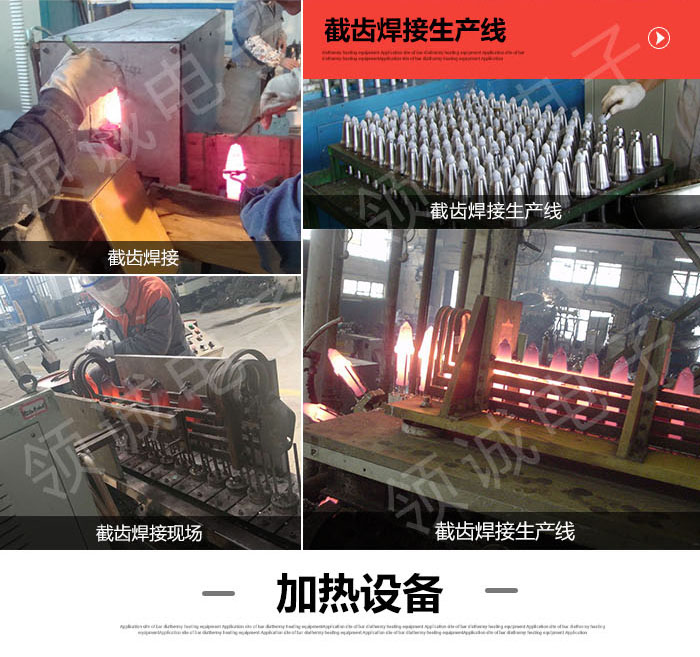
5、取代氧炔焰、焦碳炉、盐浴炉、煤气炉、油炉等加热方式。
6、采用频率自动跟踪及多路闭环控制。
7、体积小、重量轻、安装简单,操作方便。
节电数控车床导轨超音频淬火设备基本参数如下:
1、额定功率:80KW和120KW用于机床导轨淬火,便于更大截面机床导轨和齿轮淬火等应用。 机床导轨淬火设备/机床导轨面淬火机120型也可用于机床导轨淬火
2、行走速度:双导轨一起淬:200-400mm/分钟(依截面尺寸而定)如原来的机床厂,老式100KW可控硅中频行走速度140mm/分。用我公司WH-VIII-120KW设备行走速度300mm/分钟。
3、机床导轨超音频淬火设备/机床导轨面淬火机120型 淬硬层深度:2-4mm左右,并能依厂家工艺参数要求而定。
4、工作台是放超音频淬火设备或放机床导轨,要匀速运动,速度在300-400mm/min。(我们也可以生产,但价格偏高,建议厂家自己生产,技术要求不高,链条传动、丝杆传动、钢丝绳传动、齿条传动都可以,一般机械厂都可以生产,这样可以降低成本)
对于超音频淬火设备售前售后服务
1、提供安装调试和培训服务。
2、产品自销售即日起质保期为一年。质保期内,非人为引起的设备故障维修由无偿提供服务和材料更换;质保期外的维修和材 料更换只收取配件成本费。
3、帮助建立完善的生产工艺和提供的淬火技术支持。
4、国内的运费由电磁感应加热设备承担。